
İmalat Yöntemi

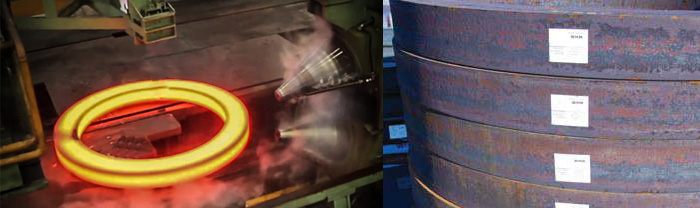
Üretimimizde temel olarak ithal, eksiz vaslenmiş çember kullanılmaktadır.
Avrupa’dan birçok farklı tedarikçiden hammadde ithal eden firmamızın bu konuda geniş bir tedarikçi ağı bulunmaktadır. Standart üretimlerimizde kullanmış olduğumuz ham maddeler; malzeme analizleri raporları ve EN10204 3.1 sertifikaları ile ithal edilmekte olup, kalite standartlarımız gereği izlenebilirlik adına ürün seri numaraları ile eşleştirilerek kayıt altında tutulmaktadır. Özel imalat ürünlerde ise; dişlilerin kullanım alanlarına göre; aşağıdaki (EN10204 3.2) sertifikasyonlardaki ham maddeler kullanılmaktadır.
- Bureau Veritas
- I.S.P.E.S.L.
- Lloyd’s Register of Shipping
- T.U.V.
- Det Norske Veritas
- Germanischer Lloyd
- American Bureau of Shipping
- RİNA
Kullanım alanlarına göre hafif seri olarak adlandırılan küçük çaplı ürünlerde kıvırma malzeme de kullanılabilmekte olup, bu malzemenin kıvırma ve normalizasyon işlemleri kendi tesislerimizde yapılmaktadır.
Üretiminin %40'ını dünya çapında ihraç eden Tibet Makina, uluslararası firmalara yüksek kalitede üretim sunmaya kendini adamıştır.
Toplam Alan
18000m2
Üretim Kapasitesi
Max Ø4500mm
Min Ø150mm
TİBET MAKİNA sektörel ihtiyaçlar doğrultusunda üretmiş olduğu dişli ve rulmanlar üzerine çeşitli yüzey kaplamalarını uygulamaktadır.
Kaplama prosesindeki temel amaç; ürüne kulanım yeri ve çalışma şartlarına göre yüzey koruması sağlamak, dolayısıyla da dayanımını artırmaktır.
TİBET MAKİNA’DA YAPILAN KAPLAMA İŞLEMLERİ
1) Sert Eloksal Kaplama:
Tank Ebatları: 4000 x 4000 x 200 mm
Çalışılan Standartlar:
MIL-STD-8625 Tip-III Class- I, Sert Eloksal Kaplama
MIL-STD-8625 Tip II Class- I, Eloksal kaplama
2) Kumlama:
Standart DIN 8567 ISO 8501-1
3) Sıcak Çinko Püskürtme İle Kaplama:
Tesis Ebatları: Ø3200 mm kadar ring malzemelerine kaplama yapılır.
Çalışılan Standartlar: EN 22063
4) Mangan Fosfat Kaplama:
Tank Ebatları: 2300 x 1200 x 550 mm
Çalışılan Standartlar: TS EN 12476
5) Çinko Bikromat Kaplama:
Çalışılan Standartlar: TS EN 2081 metalik ve diğer inorganik kaplamalar. Demir veya çelik üzerinde ek tedaviler ile çinko elektrolitik kaplama
6) Kimyasal Pasivasyon:
Çalışılan Standartlar: ASTM A967 – 05E2 Paslanmaz çelikler için kimyasal pasivasyon
7) Alüminyum Dişli Yüzeyine Kromat Kaplama:
Çalışılan Standartlar: MIL-STD-C-5541, Sınıf 1 A standardına uygun alüminyum dişli yüzeyine kromat kaplama
8) Sert Krom Kaplama:
Çalışılan Standartlar: Sert krom korozyon direnci kontrolü TS EN 10289
ASKERİ STANDART
MIL-P-8585 (TT-P1757) Zinc chromate primer
MIL-C-8514
MIL-C-83286
Yatağın makineye bağlandığı yüzeyler düzgün ve işlenmiş olmalıdır. Kaynak gerilimleri, boya kalıntıları, çapak vs. gibi yatağın dönmesini engelleyecek etkenler mutlaka giderilmelidir. Montaj öncesi oturma yüzeyleri kesinlikle kontrol edilmelidir.
Bununla ilgili oturma yüzey toleransları Tablo 1’de gösterilmiştir.
| OTURMA YÜZEY TOLERANSLARI | |||
| Rulman Eksen Çapı |
Tek Sıra Küresel Bilyalı Yataklar |
Çift Sıra Küresel Bilyalı Yataklar |
Masuralı Yataklar |
| 0-500 | 0.10 | 0.15 | 0.07 |
| 500-1000 | 0.15 | 0.20 | 0.10 |
| 1000-1500 | 0.19 | 0.25 | 0.12 |
| 1500-2000 | 0.22 | 0.30 | 0.15 |
| 2000-2500 | 0.25 | 0.35 | 0.17 |
| 2500-4000 | 0.30 | 0.40 | 0.20 |
Tablo 1
Montajda kesinlikle dolgu malzemesi, şim vs. ürünler kullanılmamalıdır. Yatak yüzeye bağlandıktan sonra, birkaç tur döndürülmeli ve bir sıkma olup olmadığı kontrol edilmelidir.
Montaj sırasında DIN 267’ye uygun 10.9 cıvata kullanılmalı ve Tablo 2’deki toleranslarda sıkılmalıdır. Sıkma işlemi Şekil 1’de görüldüğü şekilde yapılmalıdır.
| CIVATALAR İÇİN TORK DEĞERLERİ | ||||||
| Anma Çapı | 8.8 | 10.9 | 12.9 | |||
| Diameter (Metric) | Tork (Nm) | FM (N) | Tork (Nm) | FM (N) | Tork (Nm) | FM (N) |
| M6X1 | 10.00 | 9000 | 14.00 | 13200 | 16.00 | 15400 |
| M8X1,25 | 23.00 | 16500 | 34.00 | 24200 | 40.00 | 28500 |
| M10X1,5 | 45.00 | 26000 | 67.00 | 38500 | 77.00 | 45000 |
| M12X1,75 | 80.00 | 38500 | 115.00 | 56000 | 135.00 | 66000 |
| M14X2 | 125.00 | 53000 | 185.00 | 77000 | 215.00 | 90000 |
| M16X2 | 195.00 | 72000 | 285.00 | 106000 | 335.00 | 124000 |
| M18X2,5 | 280.00 | 91000 | 395.00 | 129000 | 465.00 | 151000 |
| M20X2,5 | 395.00 | 117000 | 560.00 | 166000 | 655.00 | 194000 |
| M22X2,5 | 540.00 | 146000 | 770.00 | 208000 | 900.00 | 243000 |
| M24X3 | 680.00 | 168000 | 970.00 | 239000 | 1130.00 | 280000 |
| M27X3 | 1000.00 | 221000 | 1420.00 | 315000 | 1670.00 | 1670.00 |
| M30X3,5 | 1360.00 | 270000 | 1930.00 | 385000 | 2260.00 | 450000 |
| M33X3,5 | 1850.00 | 335000 | 2630.00 | 480000 | 3080.00 | 560000 |
| M36X4 | 2380.00 | 395000 | 3380.00 | 560000 | 3960.00 | 660000 |
Tablo 2
- Sürtünme tork testi
- Yüksek sıcaklık testi (+55 °C)
- Düşük sıcaklık testi (-32 °C)
- Nem oranı testi
- Yağmur testi
- Hava sızdırmazlık testi
- Sıvı penetron testi
- Eğim testi
- Aksiyel yük testi
- Radyal yük testi
- Boşluk testi
- Elastik deformasyon testi
Ölçümde Ustalık Üretimde Kalite
Dea delta slant performanslı üç boyutlu koordinat ölçme cihazı, portal teknolojisiyle çalışan 3 eksenli CNC kontrollü bir koordinat ölçme makinesidir.
-
X ekseni max. 3000mm
- Y ekseni max. 5100mm
- Z ekseni max. 2000mm
Standart ambalaj şekli oda sıcaklığında 2 yıla kadar koruma sağlar.
Yatağın dış yüzeyi TECTYL 506 veya OKS 500 koruyucu yağ ile kaplandıktan sonra, yatak özel nem alıcı koruyucu bir kağıt ile sarılarak ambalajlanır. Ürün tahta palet üzerine sabitlenerek sevkiyata hazır hale getirilir.
Taşınacak ürünün özelliğine ve müşterinin talebine göre; özel taşıma aparatları veya özel kasalar da yapılabilmektedir.